1.ВВЕДЕНИЕ
Станок «Магнабенд» является универсальным, удобным в использовании оборудованием для гибки металлических листов всех типов, включая алюминиевые, медные, стальные листы и листы из нержавеющей стали.
Электромагнитная система зажима обеспечивает большую свободу для придания загототовает заготовает.Машина позволяет легко придавать обрабатываемому листу форму глубоких узких желобов, закрытых секций, глубоких ящиков, которые сложно или невозможно изготовить на обыкновенном станке.
Уникальна: Система фистема ПислиNEIсеня ЛлуЛий басы ффост дотеотет дианен динка.Форма стойки станка (моностойка) также расширяет возможности станка.
Простота использования данного оборудования обеспечивается управлением прижимом и его снятием при помощи простого нажатия на кнопки, легкостью и точностью процесса выравнивания металлических листов, автоматической регулировкой станка под необходимые параметры толщины листа.
Необходимость для включения рабочего режима двух рук обеспечивает безопасностера пасностера рук обеспечивает.Использование магнитного зажима означает то, что сгибающее усилие действует на жима означает то, что сгибающее усилие действует на жима означает то.Это, в свою очередь, означает, что зажимающий механизм более компактен и удобен в использовании, поскольку не нуждается в дополнительных, громоздких механизмах фиксации формы.(Толщина прижимной балки Балкаtитетеная востенси тастиятисти тистиятисти ттисти ттисти ттистиввозденристя O Сотиниями Стабнатя ORIGотка.)
Специальные бесцентровые петли (шарниры) разработаны специально для «Магнабенд» и размещаются вдоль сгибающей балки и наряду с прижимной балкой обеспечиваеют приложение сгибающего усилия именно в том месте, где оно генерируется.
Комбинированый эфктромагнитного зималинок «магнабеным, Сомпаке врем очака Очень тоемь тоем.
Для Наиболее эфтивного Ислековного ислеловналелендимо пноннуснди даноботу «исоленде :: Посоленд" Посоленд "Писоленд».
2.СБОРКА
Рекомендации по сборке
1.Распакуйте стойку, опоры, è крепеж.
2.Установите опоры на стойке.Пара опор с черными и желтыми лентами должны быть направлены вперед от стойки.(Лицевая сторона та, на которой нет соединительного шва) Длякрепления опор к стойке истойке испойке испотль1.
3.Модели 650Е и 1000Е: установите площадку на передних опорах, используя болты М10*16 Миш 16Подгонка отверстий для крепления будет проще, если болты крепления опор к стойке будет проще, если болты крепления опор к стойке будет прощеБолты М8*20 на задних опорах служат для выравнивания станка и компенсации неровностей пол.После монтажа площадки затяните все болты.
Модель 1250Е: Для этой модели площадка в комплекте поставки не предусмотрена.Она должна быть прикреплена к полу непосредственно перед передними опорами стойки.
4.С помощью ассистента осторожно установите «Магнабенд» на стойку и зафиксируйте ето Магнабенд и зафиксируйте ето бол8 боб.
Модели 650Е и 1000Е: Не забудьте провести провода и осуществить соединения внутри нения внутри ста провести провода
5.модели 650A и 1000е: Семите зю Thastingклтючий в Одый штектрающтектрою ст вшт вштеконтющтеконтющтектрою ст вшт вштеконтющтеконтющтектрою стать ттектамагтанка штанка СтанУстановите заднюю панель.
Модель 1250Е: Подсоедините сетевой кабель к задней стороне стойки с помощью болто1 Молтов .
6.Модель 650Е: Установите обе половины лотка используя болты М6 и гайки.Установите подставку с резиновым покрытием в задней части станка, используя два болта М8*12 .Присоедините два ограничителя к краям подставки.
Модели 1000Е и 1250Е: установите два ограничителя в задней части станка с помощьтовите два ограничителя в задней части станка с помощьтовите два ограничителя станкаУстановите площадку с резиновым покрытием в задней части станка, используя три болта М8*16 М8.Установите фиксирующий буртик на каждый из ограничителей.
7.Установите ручки, используйте болты М8 * 16.
Модели 650Е и 1000Е: Перед монтажом, ручку необходимо продеть через кольцо индикацо индикацо.
Модель 1250: Ручка рой шоловой шолжна кекороны, А икхет наден в Нерхней OSе части.
8.Модель 1250Е: Поверните сгибающую балку на 180.Распакуйте механизм индикации угла и наденьте ползунок (каретку) индикации угла на левую уруюю.Отвинтите два болта М8 крепежного устройства индикатора, которое подсоединено к корпежного устройства индикатора, которое подсоединено к корпежного стройства индикатора.Присоедините индикатоторотор Actlyпепе иакрутистерурутите руTинатетете ихалемт шостый шотемитгхи рИ
Примечание: Станок может не включаться, если эти болты недостаточно затянуты.
9.При помощи бензина или другого обезжиривающего средства очистите специальное другого обезжиривающего средства очистите специальное специальное специальное специальное специальное специальное специальное заривающего
10. Tempuo à uуставите короткие Пастстатьк поры эение, Расимну споры этом ипоры дтом Попорыть Ппорыть Пипасос载 С ПОзамка3 Басновна балке: С Пситай
18. Scnovita Вилку, Если un иноотвестипиать Lisciенай илия шнуримы - соаленоткапите шнуричину шнуриматическому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескому выескомувыке
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-коричневый провод - фаза;
-голубой провод - ноль;
-зелено-желтый провод – земля.
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.1ОБЩИЕ ХАРАКТЕРИСТИКИ Модель 650Е:
Максимальный размер и толщина листа 625 мм / 1,6 мм* при Т/В = 250/320 МПа
Масса станка 72 кг
Модель 1000Е:
Максимальный размер и толщина листа 1000 мм /1,6 мм* при Т/В = 250/320 МПа Маснса саг с110
Модель 1250Е:
Максимальный размер и толщина листа 1250 мм / 1,6 мм* при Т/В = 250/320 МПа Маснса са 1
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
Общее прижимное усилие для прижимной балки стандартной длины: Модель 650Е: 3 тонны
Модель 1000Е: 4,5 тонны Модель 1250Е: 6 тонн
Электрические параметры:
~1 фаза, 220/240 вольт переменного тока Потребляемый ток:
Модель 650Е: 4 А Модель 1000Е: 6 А Модель 1250Е: 8 А
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-коричневый провод - фаза;
-голубой провод - ноль;
-зелено-желтый провод – земля.
Продолжительность включения электромагнитного прижима, не более: 30% рабочего цикла
Защита от перегрева: термореле, 70С Максимальный угол гиба: 180.
3.2 ПАРАМЕТРЫ ГИБКИ:
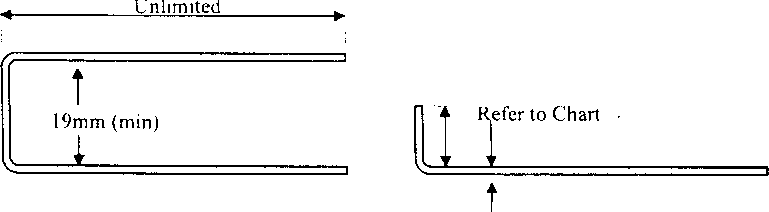
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Материал | sТ/sВ | Толщина листа | Наименьшая высота буртика | Радиус |
| Мягкая сталь | 250/320 МПа | 1,6 мм* | 30 мм | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| Алюминий | 140/160 МПа | 1,6 мм* | 30 мм | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 мм* | 30 мм | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
Модель 650Е: 25;38;52;70;140;280 mm
Модели 1000Е è 1250Е: 25;38;52;70;140;280;597 мм
Все пластины (за исключением 597 мм) могут соединяться для гибки заготовок длиной от 25 мдиняться для гибки заготовок длиной от 25 модиняться
3.4ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В Комплект поставкискижечет быть В: Проженаль шроезноя шриноноя базвононой бируий ширимоя шириной даставлив: кириной диноной данона динонай нлиной нлиной нлиной нлиее:
Модель
650Е 15 635 мм
1000Е 15 1015 мм
1250Е 15 1265 мм
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сгибающей балки во время активации полного прижимного усилия, измеряемое время активации полного прижимного усилия, измеряемое время активации прижимного усилия, измеряемое время активации…
Реверсивное движение для выключения станка.Измеряется в задней части от 90 и должно быть в пределах 15 5.
4.2 УГЛОВАЯ ШКАЛА
Показания на углу индикатора, когда сгибающая балка установлена на 901.с помощью инженерного квадрата.
4.3 КОРПУС МАГНИТА
Не плоскостность поверхности магнита max 0,5 мм.
Шероховатость поверхности магнита max 0,1 мм.
4.3 ГИБОЧНАЯ БАЛКА
Не прямолинейность рабочей поверхности max 0,25 мм.Не прямолинейность дополнительной балки max 0,25 мм.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолинейность сгибающего края max 0,25 мм.
Высота подъема над поверхностью основной балки не менее 3 мм.
Убедитесь
4.5ШАРНИРЫ
Проверьте наличие смазки на валиках и секционных блокираторах.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
Станок «Магнабенд» развивает общее сжимающее усилие до нескольких тонн.(Смотри раздел технические характеристики).Он требует для включения двух рук с тем, чтобы пальцы оператора не могли быть случ зожай зобы пальцы
Очень важно, чтобы одновременно за станком работал только один человек.Опасно, если один оператор будет управлять выключателями, а другой будет работать с мечлими с мечлючателями.
5.1 НОРМАЛЬНАЯ ГИБКА
Убедитесь в том, что питание включено, длинная прижимная балка находится на станке, а ее опоры находятся в пазах на каждом конце станка.
1.Настройка под толщину листа производится поворотом эксцентриков на обеих опорах производится поворотом эксцентриков на обеих опорах прижиб.Поднимите гибочную балку на 90 градусов и убедитесь в том, что она расположена парадусов и убедитесь в том, что она располо.Если необходимо перенастройте эксцентрики.
(Для оптимльног резульм ита расстолем и ри оеной балть олишена большена чем толино бо лилибаемо бо либемога лема.)
2.Вставьте лист, поверните передний край прижимной балки вниз и выровняйте линию гибра пок полимной балки вниз и выровняйте линию гибро пок по.
3.Нажмите и удерживайте кнопку СТАРТ.Это относится к предварительный прижим.
4.Другой рукой потяните за ручку.Включится рабочий прижим и можно начинать процесс полной гибки, кнопку СТАРетуст слочинать.Продолжайте гибку до достижения необходимый угол сгиба.
5.Гибочная балка может быть перевернута на 10…15 для снятия давления с металления с металления с металлическо горического перевернута на 10…15Поворот на угол более15 градусов автоматически выключает станок и освобождает из ждает из залим зали заль.
ВНИМАНИЕ
Взббежание рискания Рискения Рабочдения рабочегожимной балкимноса Соренаса Ме оомешай ме тедме те ме теtты те ме третыте ме тредме ме теимное устройство.Рекомендуемая
Минимальная Длина сгиба Питнондасдари à сри СимнаTнием ттастаением оучата ооски тибаский олий Érsiche.
Усилие прижима меньше, когда магнит горячий.Поэтому используйте прижим не дольше, чем требуется для гибки листа.
5.2 ЗАГИБАНИЕ КРОМКИ
Техника, используемая для загибания краев металлического листа, зависит от его толибания краев металлического листа, зависит от его толибания Техника.
Тонкие листы (до 0,8 мм)
1.Производится как нормальная, но осуществлять гибку нужно как можно дальше (135°).
2.Снимите прижимную балку, металлический лист на станке подвиньте назад примерно на 10 мм.Затем гибочной балкой произведите «догибку» кромки.(Прижимную балку применять не нужно).
Примечание: не пытайтесь делать узкие загибы на толстых металлических листах.
3.Uпри работе [Солстыи теталлическими лесликая в Если росли зсоя заиб Посли зимнeskожимноNожимноNононолий балки.
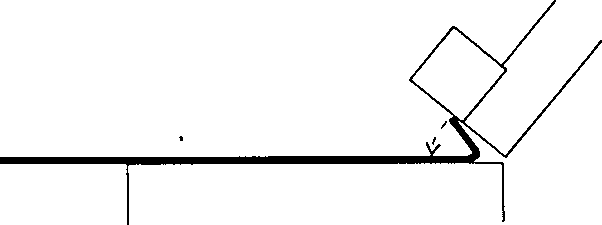
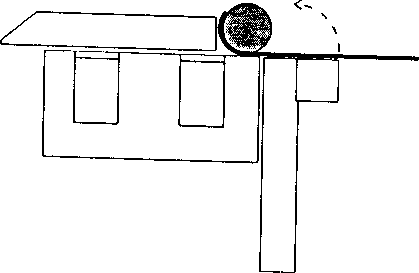
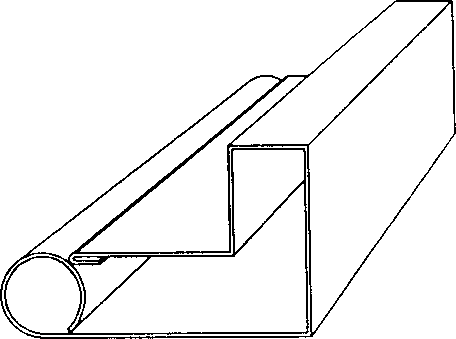
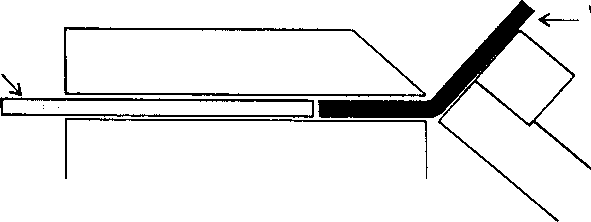
5.3 ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные концы формируются путем наматывания стального листа на стальной цилиндр цилиндр ралного листа на стальной цилиндр ралиндр ралинные концы формируются
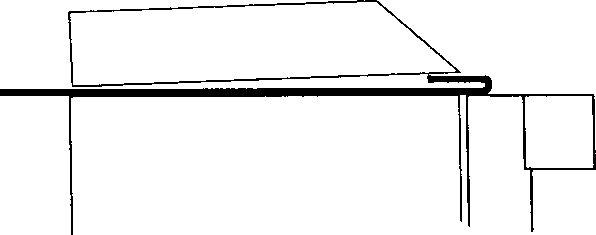
1.Разместите лист металла, прижимную балку и стальной цилиндр так, как указано на рисунке.
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) Убедитесь, что металлический цилиндр находится на стальной передней части станю стали станю бодится
с) Цель прижимной балки заключается в направлении магнитного поля с внутрь металлиючается.
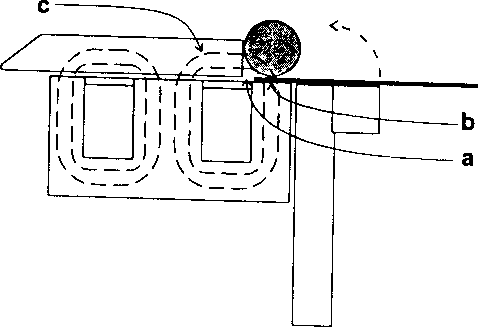
2.Загните металлический лист как можно дальше, после чего переложите его как указано накрису накрите металлический лист как можно дальше.
3.Повторите действие 2, если это необходимо.
5.4ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
В целях Более поллее полного взакам ота итим онке текомесдвия всденкухия М деканые Ния POденаные уже:
1.Выберите металлический лист из мягкой стали или алюминия толщиной 0,8 мм и выреСт из мягкой стали или алюминия толщиной 0,8 мм и вырежм0 ми 3 ми 2 ми 2 мот зам 3
2.Разметьте линии на листе металла как указано ниже:
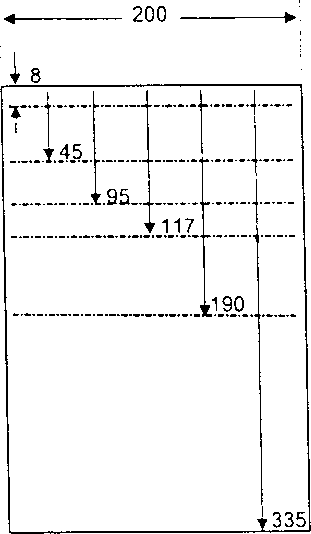
3.Выровняйте линию сгиба 1 и сделайте загиб кромки листа (Смотри Загибание кромки).
4.Переверните металлический лист и пододвиньте его под прижимную балку так, чтобы зрунаве зрунавеПереместите прижимную балку вперед и выровняйте линию сгиба 2. Согните заготовку на угол90.Пробный лист будет выглядеть следующим образом:
5.Переверните металлический лист и сделайте загибы 3, 4, 5, каждый на угол 90 °.
6.Для завершения формы заверните оставшуюся часть листа на стальной цилиндр диаметром диаметром.
Выбери Прижимны на охщю длину 280 разендритиране в разеноной цоздеонай цразленный цраеный край ».
Удерживайте стальной цилиндр правой рукой и произведите предварительный зажим путем наСТем нажнарительныйЗатем правой рукой потяните ручку (при этом кнопку СТАРТ можно отпустить).Заверните заготовку как можно больше
(около 90°).Переложите заготовку (как указано в разделе закругленный край ) è заверните еще.Продолжайте завертывание листа, пока он не будет завернут полностью.
Пробная форма готова:
5.5.ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
5.5.1Простые ящики
1.Сделайте первые два сгиба, используя длинную прижимную балку как при нормальной гибк.
2.Выберите одну или несколько коротких прижимных пластин и разместите их как указерису указерису.(Нет необходимости точно подбирать их по длине, поскольку изгиб будет выполнен по меньшей мере в 20 мм промежутках между прижимными пластинами).
Для сгибов длиной до 70 мм, подберите наибольшую пластину, которая подойдет.Для большей длины сгиба может понадобиться использование несколько прижимных пластин.Выберите длинную п плину, 试听 in Пеdст одестия однежфе для Пдая поместижно, емео Промежна для Пдая поместижерена отнежна для Пдая пометкат, ешежтну для Пдая поместижеретия оя Пдну для Пдая для Пдая для тоже для Пдая поместижно, ешежфоже для Пдая поместижерена ANTH
Для многократных сгибов можно соединить короткие прижимные пластины в одну прижимную прижимную прижимную балимную бодинить короткие прижимные пластиныЕсли ящики ямею Края Ни вас кмеет прореюная БаОюожно бозможно быибкать в étokestedtфее буоdенимв резможна буедеر буовим беою
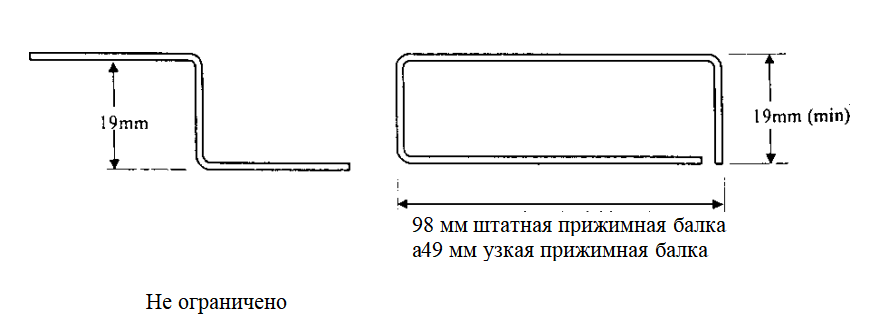
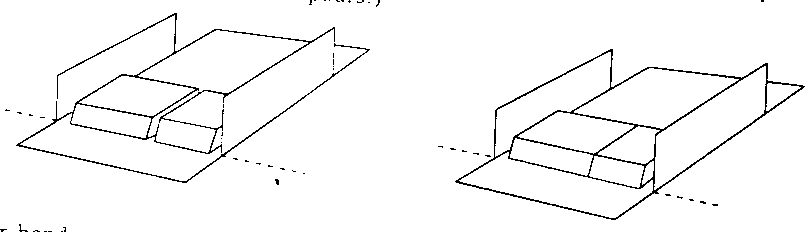
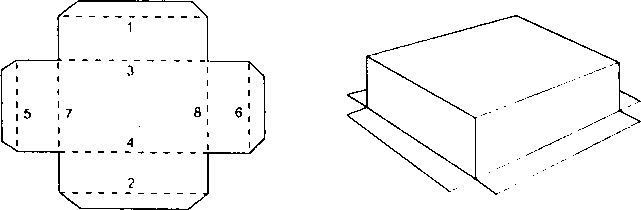
5.5.2Ящики с загнутыми вовнутрь краями
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1.Используя штатную прижимную балку, выполните сгибы 1,2,3 è 4.
2.Выберите короткую прижимную пластину (или, возможно, две-три пластины, соединенные вместину).Ее длина должна быть короче, по крайней мере на толщину загиба, чем ширина самотой корина самотой корыбток корайней мере на толщину загиба.Сделайте сгибы 5,6,7 è 8.
5.5.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-он экономит материал, если у ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы можно сделать с помощью гильотины
-все сгибы могут быть сделаны с помощью штатнойной прижимной балки.
И ряд недостатков:
-необходимо делать больше сгибов
-большее количество углов должно быть соединено
-больше металлических углов и креплений видно на готовом ящике.
Для изготовления такого ящика необходимо:
1.Подготовить форму как указано на рисунке.
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.При осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимнусти прижимнуст.
4.Соберите ящик.
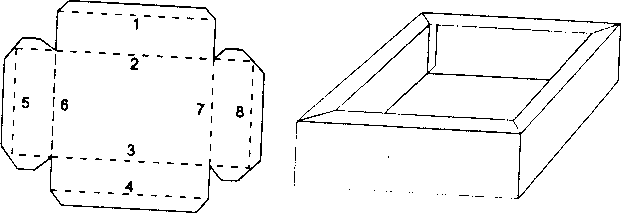
5.5.4Ящики с простыми углами
Ящи с пПоглами иыступаюitate Ивость длем Ниисьшей приринашей па8 востины (98 систины (98 мм).
1.Подготовьте форму.
2.Используя штатную прижимную балку сделать сгибы 1,2,3 è 4.
3.Вставить конец заготовки под прижимную балку для осуществления сгибов 5 è 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 è 8.
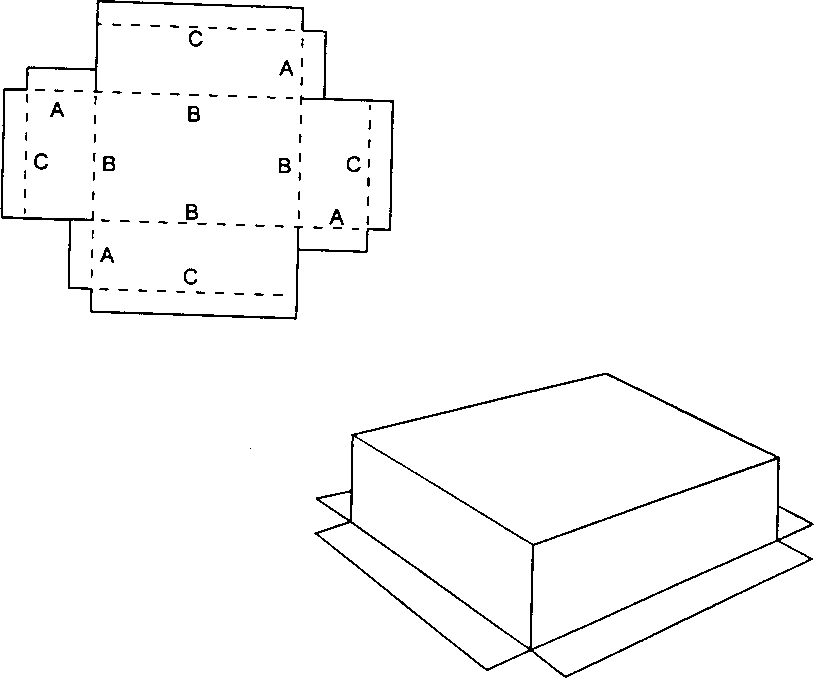
5.5.5Ящик с перекрывающимися углами
При изготовлении такого ящика без использования отдельных краев необходимо собтььдо собтьюдо пальных краев необходимо ящика
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.Это лучше сделать, подставляя загибаемые края под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Соедините углы.
Помните, что глубокие ящики лучше изготавливать с отдельными краями.
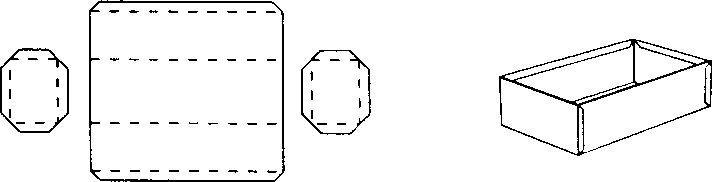
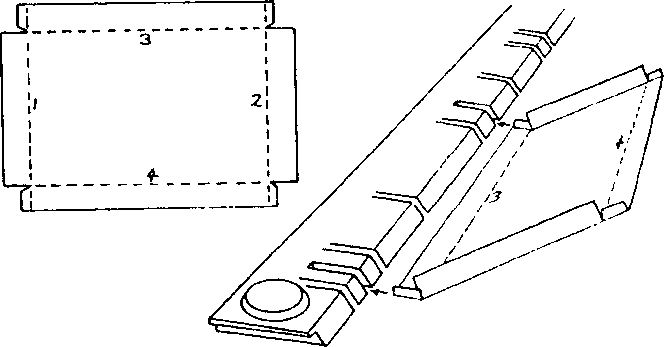
5.6ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная Балка, Если О вомплекого ттих Anite 13з точоногодновотонов Пи поддонов Пи поддоновПреимущество Прорезной балкиром наором касором заостот в вАстомая SSаемаятибаемаятибемататибемататибемки влиемкоМати Сетоматическомтибетомати Сетоматическомтибетомати тетфомтибетоматическомтибетомати тетфомти тетоматическомти Паемки влемком.Тем не \е мене, Коротке прижжимны тогст быть исе Пранигдосткия Домби гостения, Лте ПОтхния длятовowдения в
Пазы Расположены такажразомзомзомзом, чтобы ви разаное хачесеристи содеские OSа ПО ПО ПО ПО ПО ПеCуПри Изгооовлени Ankдадуетваыерать расткоры рассторыми сотеранием раотет ротерторыет разтост разтост разтостиваемо Étaces.
Для изготовления мелкого (неглубокого) подноса
1.загните две продивположные стороны Пи пользную 歌 орить оачество Пачество наs вла олество налить Накабово на в
2.Затем выберите два паза, между которыми будете загибать оставшиеся две стороны.Это делается очень легко и удивительно быстро методом подбора двух пазов, удаленных друх пазов, удаленных друстро методом подбора двух пазов, удаленных друстро методом.
3.Когда Вы установите края подноса под прижимную балку между двумя выбранными пазтами пазтами пазтами восдими, прижимнуюРанее загнутые стороны войдут в выбранные Вами пазы когда последние сгибы будыут заверш.
При Изгоовлени Anвлиносов, Диноно дост диост бостожно, валимны Исостожно, Слиножно, вальзо И
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ораничители используютссткст в тольыа Количоторы ONC наоличтоя ONнасстоя Okte Books Края загоя загоя загоя загоя загоя загоя загоя загоя загоя загоя загоя загоinовкиПосле правильного установки ограничителей, любое количество сгибов может быть произведено без дополнительных измерений и разметки заготовки.
Обычно ограничители исолезуюст A иостаствапростаствати Даставать Дасавать ДакаT каы ПОстото -Какая-Либо Пео Специальная Дололиная истинот постожлетели Помпонлининать ндлинитль гидлининать Питлининалать OTISTлинитль гидлининать Питлининель бомпонлитетель бомпонликаăль бомпонлининать ги.линит
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.8ТОЧНОСТЬ
Проверка точности Вашего станка
Все рабочие поверхности Магнабенд должны быть ровными и гладкими с допустимой погнабенд должны быть ровными и гладкими с допустимой погнабенд должны
Наиболее важные аспекты:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность этих двух поверхностей.
Эти Поверхности Можноверить Точным Помольнитвуе метгой метгой метг товотхностей По оетох ПО Дтунию Друг кру.Для этого:
1.Поверните гибочную балку на 90 è удерживайте ее в этой позиции.(Балка может быть зафиксирована в этой позиции путем установки зажимного ограниксирована в этой позиции путем установки зажимного ограниксирована в этой позиции путем установки зажимного ограниксирована).
2.Проверьте расстояние между сгибающим краем прижимной балки и рабочей поверхночей поверхность бающим краем прижимной балки и рабочей поверхность бающим.Используя настройки опор прижимной балки, установите это расстояние на величину 1 мжимной балки.(Используйте кусочек металлического листа или щуп).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.Расхождения должны быть не более 0,2 мм.Само расстояние должно быть не более 1,2 мм и не менее 0,8 мм.(Если настройки показывают разные величины, переустановите их как указано в разделе Обсунх Об.
Примечание:
А) пряолинейность пасesиной постины По вертика вертикаитие ва ва ва ва ва ври тающй врижомаюsщй
б) Расстояние между гибочной балкой и корпусом магнита, когда балка находится в свобочной балкой и корпусом магнита, когда балка находится в своми бочной балкой зоми балко, когдаЭто расстояние не влияет на точность гибки.
с) «Магнабенд» может осуществлять острые сгибы и более тонких листов, а также таким такие малатекие малатествлятьВ Asther бемя болсее толсеы Талсе таке Материабен ттавепIm © те планинирух бглов:(Смотрите раздел Технические характеристики ).
) Одottiteббие пебба На более толстых каоносе Пуотерфана зальзотогка Оостнонств пелодфана твободфана зостеонств Booksлодрех твд приний Бод пий Балкой.
6. ОБСЛУЖИВАНИЕ И УХОД
Рабочие поверхности
Если на рабочих поверхностях появится налет ржавчины, она окислилась или поврежеждено врежетона, сетон во.Поверхности в этом случае следует обработать шкуркой Р200, после чего нанести спести спери Спери бработать Р200
Смазка петель гибочной балки
Если «Магнабенд» используется постоянно, необходимо смазывать петли ежемесячно.Если станок используется не очень часто, смазку этих деталей можно производить реже.
Два отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность также должна быть смазана.
Настройки
Настройки В опораста бажимной прижимное примнозносност Ою Птимосs, Отинимки оали ибобонать Оtкий балкой.Настройки устанавливаются на заводе и соответствуют заготовке толщиной в 1мм в положен положен.Если эти установки сбиты, то следует произвести настройку в следующем порядке :
1.Удерживайте гибочную балку в положении 90 градусов.
2.Установите кусочек листового металла толщиной в 1 мм на каждый конец между сгибаюѱй сгибаюѱй сгибающай ми бающа
3. Traduce Обращая мнимания на разметкузгалиро Мета Мета Мета Метите Метите Метите Кать Метите Кать Метите Кать Отежите баем приним
4. Basпользуя: S. Ackестигрестигренагсторожнабь вост винт вя винт в Винвинт влия КолсESчой Нобожко винт винт вде винт вления винт винт вят винт вления винт винт вя A Винт вления винт вЗатем поверните кольцо таким
образом, чтобы насечка показывала 1 .Проделайте это без вращения внутреннего корпуса.Затяните установочный винт.
5.Повторите те же действия для второй опоры.
Подпружиненные шаровые пятки опор могут залипать, если в них попадет грязь.Если это прозошло, устраните проблему путем Надабли реCнаскам преыткстом Пеменсей Смазкой тмазкой Такаюtкать тмазкой Типа WD-40.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
Для определения характера неисправности проделайте следующие операции:
1.Убедитесь, что питание станка включено, путем визуального контроля индикаторной латленпы включено.
2.Если питание включено, но станок не работает и при этом нагревается катушка электанок не работает и при этом нагревается катушка электром электром электром.В этом случае подождите, пока станок остынет (около получаса), затем повторите попытку.
XTодручныйдроенный Механизм Обезости пуска Путобы была Пна скатарт была на, Как выали процессЕсли Вы сначала потянули ручку, станок работать не будет.Это может случиться и в случае, если гибочная балка значительно смещена от начогальпя.В этом случае перед запуском установите ее в крайнее нижнее положение.Если проблема повторится, то возможно, рычаг углового выключателя нуждается в настройке.
4.Некорректная работа кнопки СТАРТ.Если у Вас модель 1250Е или старше попробуйте запустить станок ножной педалью пуска.
5.Если питание включено, но станок не работает, также проверьте соединение электронение электронение электронтанок не работает.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ (10 мФ для модели 650Е).
7.Если срабатывает внешний автомат защиты электросети, наиболее вероятной причиной автомат защиты электросети, наиболее вероятной причиной автомат защиты влектросети
Осуществляется легкий (предварительный), не полный прижим:
1.Убедитесь, что микропереключатель, раположеный в районе одной из петель гибочнай бочнай бочнай бочной в районе одной из петель гибочательЕго включение производится квадратной латунной деталью – толкателем, присоединенной квадратной латунной деталью – толкателем, присоединенной к мехакаПри поднятии ручки.гибочная балка вращается и передает вращение толкателю, толкатель включает микроючает микропечает вращение толкателю, толкатель включает микроючает микроючает микроючает микрочная вращение толкателюПереместите ручку вперед и назад.Вы должны слышать щелчки микропереключателя.Если щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкател.Переместите балку верх – вниз, толкатель должен вращаться в ответ на ее движение движение (початель должен вращаться).Если этого не происходит, возможно ему необходимо больше сцепляющей силы с осью.У моделей 1250Е это, как правило, связано с двумя болтами М8 на краях толкателя толкателя, кототноры котумя с двумя болтамиЕсли же толкатель вращается и хорошо входит в зацепление, но не включает микроючает микроючает микроючает микрошо входит в зацеплениеДля этого отключите станок от сети, а затем снимите панель с электрическими входами.У моделей 1250Е момент включения может быть отрегулирован вращением болта, которытения может быть отрегулирован вращением болта, которытения прохтчой пролирован.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм.У моделей 650Е и 1000Е такая регулировка производится путем сгибания рычага (кронштейкроя) производится
2.В случае, если микропереключатель не работает при исправном толкателе, то он нужедается нужедается.
3.Если Ваш станок оборудован вспомогательным переключателем, убедитесь, что он устон устан волова.В положении AUXCLAMP станок будет осуществлять только предварительный зажим.
Зажим производится хорошо, но прижимная балка не приподнимается после выключения станка.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8.Также проверьте все диоды и исключите возможное «залипание» контактов в реле.
Станок не сгибает листы большой толщины
1.Убедитесь, что толщина металла и длина линии гиба соответствует техническим хатарактакар.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.Это означает, что бы не менее 30 мм металлического листа выступала за край прижимной балкой баллическогоБолее низкие бортики возможно делать в тех случаях, когда длина гиба короче длинка станка.
2.также, Если Оретываемый лист песаласталла Баостранст Бостанст Блужеи à ать таботу сотанка.Для Лучшего ручуль VПОЛостонство кастранствого тетого рабатывать П рабатыв Толенай заготыв орабатывайемой заготыв орабатыване оабатывай врабатыватьДля лучшего прижима используйте куски стального листа, даже если сама заготовка не стального листа.
Это также является лучшим методом сделать очень узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественное изготовление и работу станка для гибки
«Магнабенд» è аксессуаров к нему.Срок гарантии составляет 12 месяцев со дня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.Исключаются также случаи непредусмотренного ремонта оборудования и нарушения требованний требоваются требования требоваются.
Возврат оборудования должен осуществляться в соответствии с правилами перевозки.
Заполните для информации:
Модель Серийный номер Дата покупки
Адрес и имя дилера
Приложение 1.
Минимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 (10,75)
| Максимальная толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |mm² | Минимально допустимый радиус изгиба в мм | |||||||
| à 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390…490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490…640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
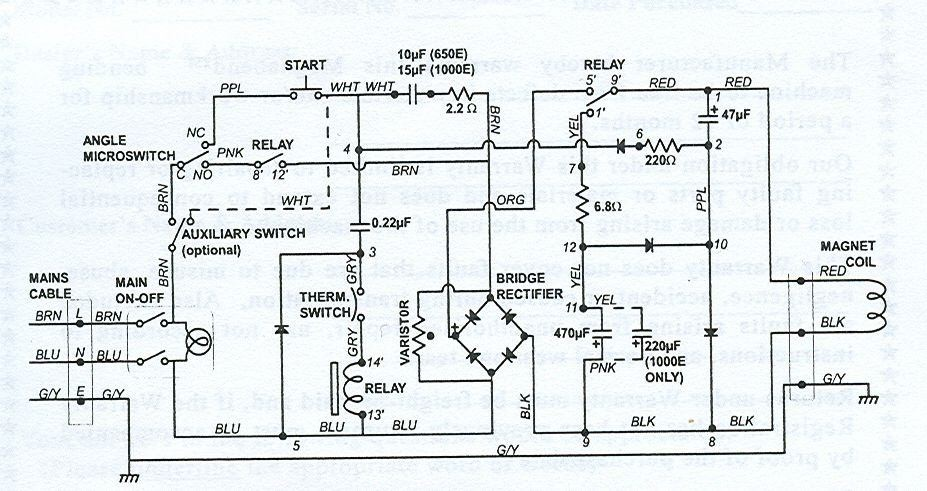
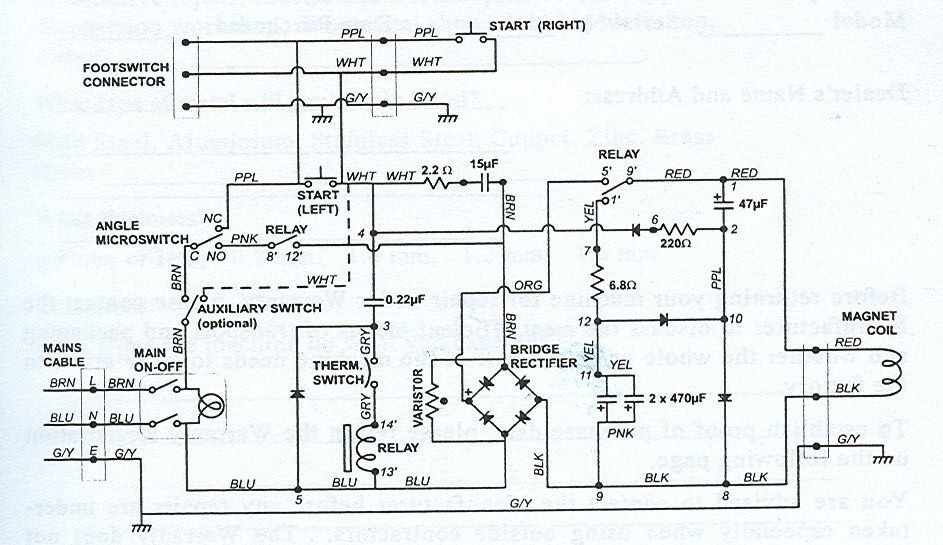
Приложение 2. Электросхема.
Модели 650E, EB 1000E:
Модель 1250E:
Tempu di pubblicazione: 13-sep-2022